
 English
English Español
Español Русский язык
Русский язык

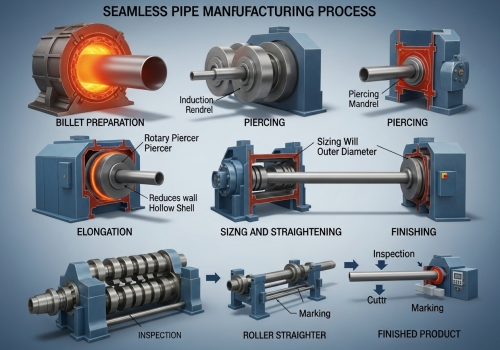
¿Le preocupan las fallas de tuberías en sus proyectos de alta presión? Elegir el método de fabricación incorrecto puede conducir a fugas costosas. Aquí está cómoTubos sin soldaduraSeguridad y durabilidad de la garantía. La tubería sin costura se fabrica calentando una palanquilla de acero sólido y perforándola a través del centro para crear una carcasa hueca. Esta carcasa se enrolla, se alarga y se dimensiona para lograr dimensiones precisas. A diferencia de las tuberías soldadas, este proceso crea una estructura uniforme sin costuras, ofreciendo una resistencia superior para aplicaciones de alta presión.
Mucha gente piensa que todas las tuberías de acero son iguales, pero la forma en que nacen lo cambia todo. Si deja de leer ahora, es posible que se pierda las diferencias críticas entre el laminado en caliente yDibujo fríoQue podría ahorrar el presupuesto de su proyecto.
La mayoría de las tuberías sin costura estándar comienzan en un horno. Si no entiende esta etapa de calentamiento y perforación, no puede juzgar la integridad estructural del producto final. El proceso de laminación en caliente comienza calentando una palanquilla de acero sólido a más de 1.200 °C. Un molino perforador luego empuja un mandril a través del acero blando para formar una cáscara hueca. Este método es rápido y rentable para producir tubos de gran diámetro con paredes gruesas para la construcción general.

Recuerdo un proyecto en el que un cliente necesitaba tuberías para una central térmica. Estaban preocupados por la uniformidad del espesor de la pared porque las paredes irregulares pueden causar puntos calientes y ruptura bajo alta presión de vapor. Aquí es donde comprender el proceso de laminación en caliente lo ayuda a seleccionar el grado correcto. El proceso comienza con un tocho de acero redondo sólido. En centerway steel, inspeccionamos esta materia prima cuidadosamente porque cualquier defecto aquí se extenderá más adelante en el proceso. Primero, calentamos la palanquilla en un horno de hogar rotativo. La temperatura debe alcanzar unos 1.200 °C. El acero se convierte en plástico y suave, brillante de color naranja brillante. Siguiente es el paso más crítico, que llamamos el proceso de mannesmann. Dos rodillos giran la palanquilla mientras un punto de perforación empuja hacia el centro. Parece intenso, como si el acero se volteara del revés. Esto crea la "cáscara hueca". después de la perforación, la cáscara es gruesa y corta. Debemos alargar. Utilizamos un molino de tapón o un molino de mandril para esto. Los rodillos reducen el espesor de la pared y aumentan la longitud significativamente. Finalmente, la tubería pasa a través de un molino de tamaño para garantizar que el diámetro exterior sea exacto. Para tamaños estándar utilizados en la transmisión de petróleo y gas, este es el método más común. Proporciona un buen equilibrio del coste y de la velocidad mientras que mantiene integridad estructural excelente.
| Etapa | Temperatura | Propósito | Equipo usado |
|---|---|---|---|
| Calefacción | ~ 1.200 ° c | Hacer acero maleable | Horno de hogar rotatorio |
| Piercing en la perforación | Alto calor | Crear shell hueco | Molino piercing (mannesmann) |
| Rodando | Caída | Reducir el espesor de la pared | Molino del mandril/molino del enchufe |
| Dimensionamiento | Refrigeración | Fijar diámetro exterior | Molino de dimensionamiento |
Los tubos laminados en caliente son geniales, pero carecen de la precisión extrema que algunos ingenieros alemanes exigen. Si su proyecto requiere tolerancias estrictas, debe observar el método de dibujo en frío. El estirado en frío es un proceso secundario realizado después del laminado en caliente para aumentar la precisión y la calidad de la superficie. El tubo se tira a través de un troquel a temperatura ambiente para reducir su diámetro y espesor de la pared. Este método produce tuberías con superficies más lisas, mayor límite de elasticidad y muy ajustadasTolerancias dimensionales.
| Característica | Laminado en caliente sin costura | Dibujado en frío sin fisuras |
|---|---|---|
| Velocidad de producción | Rápido | Lento |
| Acabado de superficie | Áspero, presente de la escala del óxido | Liso, brillante |
| Precisión dimensional | Moderado | Alto (tolerancias estrechas) |
| Coste | Más bajo | Más alto |
| Uso típico | Oleoductos, estructura | Hidráulica, de automoción |
Fabricar la pipa es sólo la mitad de la batalla. Si no verifica la integridad del acero, se arriesga a una falla catastrófica en el campo. El control de calidad para tuberías sin costura implica pruebas destructivas y no destructivas. Utilizamos pruebas ultrasónicas (ut) para encontrar grietas internas y pruebas hidrostáticas para garantizar que la tubería pueda mantener la presión. Estas pruebas verifican que el producto terminado cumple con los estándares internacionales como api 5l y astm a106 antes del envío.

En Centerway Steel, sabemos que un pedazo de papel que diga "certificado" no es suficiente. Necesitas pruebas. Una vez tuve un cliente que compró tuberías baratas en otro lugar para ahorrar dinero, y explotaron durante una prueba de presión en el sitio. Les costó millones en retrasos. Es por eso que las pruebas no son negociables para nosotros. Empezamos con la inspección visual. Verificamos las marcas de la superficie, la rectitud y los biseles finales. Pero los ojos no pueden ver dentro del acero. Por lo tanto, utilizamos pruebas ultrasónicas (ut). Las ondas sonoras viajan a través del metal. Si golpean una grieta o una bolsa de aire, la máquina nos alerta inmediatamente. Esto es vital para las líneas de gas de alta presión donde un defecto oculto podría ser mortal. También realizamos pruebas hidrostáticas en cada tubería. Llenamos la tubería con agua y la presurizamos por encima de su límite de funcionamiento durante un tiempo establecido. Si se filtra o se deforma, es rechazado. También hacemosAnálisis químicoPara asegurar que la mezcla de carbono y aleaciones sea correcta. Seguimos estándares como astm y api strictness. Para un gerente de EPC, estos informes son su póliza de seguro. Prueban que la tubería durará 20 o 30 años.
· Pruebas hidrostáticas:Verifica la capacidad de presión y la estanqueidad.
· Pruebas de corriente eddy:Encuentra defectos superficiales y grietas.
· Pruebas de impacto (charpy v-notch):Comprueba dureza en las bajas temperaturas para prevenir fractura quebradiza.
Aquí están las preguntas más comunes que nuestros clientes hacen al seleccionar entre las opciones sin costura y soldadas.
Q: ¿las tuberías sin costura son más fuertes que las tuberías soldadas?
R: Sí, en términos generales. Las tuberías sin costura no tienen costuras soldadas, que a menudo se consideran el "eslabón débil" en la estructura de una tubería. Esta estructura homogénea les permite soportar presiones de trabajo aproximadamente un 20% más altas que las tuberías soldadas del mismo tamaño y grado, lo que las convierte en la opción estándar para aplicaciones críticas de petróleo y gas.
Q: ¿se pueden personalizar las tuberías sin costura en tamaño?
A: Por supuesto. Mientras que las tuberías laminadas en caliente vienen en tamaños estándar (como 2 pulgadas, 4 pulgadas), podemos utilizar el proceso de estirado en frío mencionado anteriormente para lograr diámetros no estándar y espesores de pared específicos. Esto es esencial para maquinaria personalizada o para la adaptación de equipos antiguos donde los tamaños estándar no encajan.
Q: ¿cuál es la temperatura máxima que las tuberías sin costura pueden soportar?
A: esto depende completamente de la composición del material en lugar del método de fabricación solo. Los tubos sin soldadura estándar de acero al carbono pueden manejar hasta 425 ° c (800 ° f). Sin embargo, si fabricamos la tubería utilizando acero aleado (agregando cromo o molibdeno), puede soportar temperaturas de hasta 600 ° c (1.112 ° f) o incluso más para tubos de caldera especializados.
Q: ¿cómo se prueban las tuberías sin costura para detectar defectos?
A: utilizamos un enfoque de múltiples capas. Más allá de la inspección visual, utilizamos pruebas ultrasónicas (ut) para ver dentro de las paredes de acero y pruebas hidrostáticas para probar físicamente los límites de presión. La prueba de la corriente de Foucault también se utiliza para la detección superficial del defecto. Todas las pruebas están documentadas en el certificado de prueba del molino (mtc) proporcionado con el envío.
Tubos sin soldaduraSe hacen a través de la calefacción, perforación, y rodando para asegurar fuerza uniforme. Para proyectos de alta presión, es fundamental elegir el método de producción correcto, ya sea laminado en caliente para la eficiencia a granel o estirado en frío para la precisión. Verificar la calidad con un socio como centerway steel garantiza la seguridad y el rendimiento de su proyecto.





