
 English
English Español
Español Русский язык
Русский язык

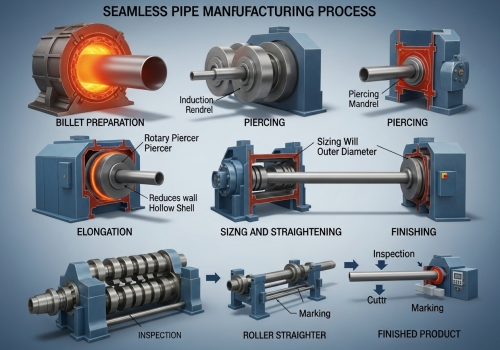
Вас беспокоят сбои в трубопроводах в ваших проектах высокого давления? Неправильный выбор способа изготовления может привести к дорогостоящим утечкам. Вот какБесшовные трубыГарантия безопасности и долговечности. Бесшовная труба изготавливается путем нагрева твердой стальной заготовки и прокалывания ее через центр для создания полой оболочки. Эта оболочка затем свернута, удлинена и измерена для достижения точных размеров. В отличие от сварных труб, этот процесс создает однородную структуру без швов, предлагая превосходную прочность для приложений высокого давления.
Многие люди думают, что все стальные трубы одинаковы, но то, как они рождаются, меняет все. Если вы перестанете читать сейчас, вы можете пропустить критические различия между горячей прокаткой иХолодный рисунокЭто может сэкономить бюджет вашего проекта.
Большинство стандартных бесшовных труб начинаются в печи. Если вы не понимаете эту стадию нагрева и прокалывания, вы не можете судить о структурной целостности конечного продукта. Процесс горячей прокатки начинается с нагрева твердой стальной заготовки до более чем 1200 ° C. Пробивная мельница затем проталкивает оправку через мягкую сталь, образуя полую оболочку. Этот метод является быстрым и экономически эффективным для производства труб большого диаметра с толстыми стенками для общего строительства.

Я помню проект, где клиенту нужны были трубы для тепловой электростанции. Они беспокоились о однородности толщины стенки, потому что неровные стенки могут вызвать горячие точки и разрыв под высоким давлением пара. Здесь понимание процесса горячей прокатки помогает вам выбрать правильный сорт. Процесс начинается с цельной круглой стальной заготовки. На стали centerway, мы проверяем это сырье осторожно потому что любой дефект здесь протянет вне позже в процессе. Во-первых, мы нагреваем заготовку в печи роторного очага. Температура должна достигать около 1200 ° C. Сталь становится пластичной и мягкой, светится ярко-оранжевым. Следующим шагом является наиболее важный шаг, который мы называем процессом маннесмана. Два ролика вращают заготовку, а точка пробойника вдавливается в центр. Выглядит интенсивно, как будто сталь выворачивается наизнанку. Это создает «полую оболочку». после прокалывания оболочка становится толстой и короткой. Мы должны удлинить его. Для этого мы используем штепсельную мельницу или оправку. Ролики уменьшают толщину стены и увеличивают длину значительно. В конце концов, труба проходит через калибровочный стан, чтобы обеспечить точный наружный диаметр. Для стандартных размеров используемых в передаче нефти и газа, это самый общий метод. Он обеспечивает хороший баланс стоимости и скорости при сохранении отличной структурной целостности.
| Сцена | Температура | Назначение | Используемое оборудование |
|---|---|---|---|
| Обогрев | ~ 1200 ° C | Сделать сталь податливой | Ротационная поовая печь |
| Пирсинг | Высокая температура | Создать пустотелую оболочку | Пирсинг мельница (mannesmann) |
| Прокатка | Сбрасывание | Уменьшить толщину стенки | Оправка мельница/вилка мельница |
| Размеры | Охлаждение | Закрепить внешний диаметр | Калибровная мельница |
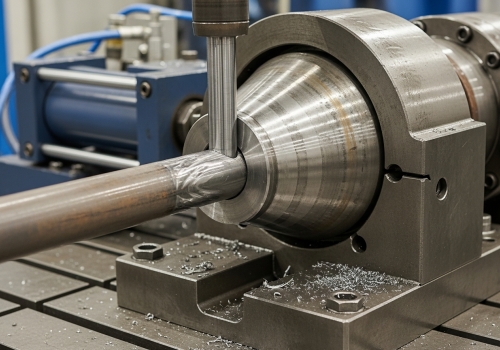
Горячекатаные трубы велики, но им не хватает экстремальной точности, которую требуют некоторые немецкие инженеры. Если ваш проект требует жестких допусков, вам нужно посмотреть метод волочения в холодном состоянии. Холодное волочение-это вторичный процесс, выполняемый после горячей прокатки для повышения точности и качества поверхности. Труба протягивается через матрица при комнатной температуре, чтобы уменьшить ее диаметр и толщину стенки. Этот метод позволяет получать трубы с более гладкими поверхностями, более высоким пределом текучести и очень плотнымиДопуски размеров.
| Характеристики | Горячекатаный бесшовный | Холодный вытяжной бесшовный |
|---|---|---|
| Скорость производства | Быстрый | Медленно |
| Отделка поверхности | Грубая, присутствует оксидная шкала | Гладкий, блестящий |
| Точность размеров | Умеренный | Высокий (жесткие допуски) |
| Стоимость | Нижний | Выше |
| Типичное использование | Нефтепроводы, структура | Гидравлика, автомобильная |
Производство трубы-это только половина битвы. Если вы не проверите целостность стали, вы рискуете катастрофическим отказом в поле. Контроль качества бесшовных труб предполагает как разрушающий, так и неразрушающий контроль. Мы используем ультразвуковое испытание (ут) для того чтобы найти внутренние отказы и гидростатическое испытание для обеспечения что труба может держать давление. Эти тесты проверяют, что готовый продукт соответствует международным стандартам, таким как api 5l и astm a106 перед отправкой.

В centerway steel мы знаем, что одного листа бумаги с надписью «сертифицировано» недостаточно. Вам нужны доказательства. Однажды у меня был клиент, который купил дешевые трубы в другом месте, чтобы сэкономить деньги, и они лопнули во время испытания давлением на сайте. Это стоило им миллионов в задержках. Именно поэтому тестирование для нас не подлежит обсуждению. Мы начинаем с визуального осмотра. Мы проверяем поверхностные метки, прямоту, и скос конца. Но глаза не могут видеть внутри стали. Итак, мы используем ультразвуковой контроль (но). Звуковые волны проходят через металл. Если они ударятся о трещину или воздушный карман, машина немедленно предупредит нас. Это жизненно важно для газопроводов высокого давления, где скрытый недостаток может быть смертельным. Мы также выполняем гидростатические испытания на каждой отдельной трубе. Мы заполняем трубу водой и герметизируем ее выше, чем ее рабочий предел в течение установленного времени. Если он протекает или деформируется, он отклоняется. Мы также делаемХимический анализДля обеспечения правильного сочетания углерода и сплавов. Мы следуем таким стандартам, как строгость astm и api. Для менеджера EPC эти отчеты являются вашим страховым полисом. Они доказывают, что труба прослужит 20 или 30 лет.
· Гидростатические испытания:Проверяет возможность давления и герметичность.
· Испытание вихревого тока:Находит поверхностные дефекты и трещины.
· Испытание на удар (charpy V-образный разрез):Проверяет ударную вязкость при низких температурах, чтобы предотвратить хрупкое разрушение.
Здесь самые общие вопросы наши клиенты спрашивают выбирая между безшовными и сваренными вариантами.
В: бесшовные трубы прочнее сварных труб?
О: да, вообще говоря. Бесшовные трубы не имеют сварных швов, которые часто считаются «слабым звеном» в структуре трубы. Эта однородная структура позволяет им выдерживать примерно на 20% более высокие рабочие давления, чем сварные трубы того же размера и класса, что делает их стандартным выбором для критических применений нефти и газа.
В: можно ли изготовить бесшовные трубы по размеру на заказ?
О: абсолютно. Пока горячекатаные трубы приходят в нормальные размеры (как 2 дюйма, 4 дюйма), мы можем использовать процесс волочения в холодном состоянии упомянутый выше для того чтобы достигнуть нештатных диаметров и специфических толщин стены. Это необходимо для нестандартного оборудования или для модернизации старого оборудования, где стандартные размеры не подходят.
В: какую максимальную температуру выдерживают бесшовные трубы?
О: это полностью зависит от состава материала, а не только от способа изготовления. Стандартные бесшовные трубы из углеродистой стали могут обрабатывать до 425 ° C (800 ° F). Однако, если мы изготовим трубу с использованием легированной стали (с добавлением хрома или молибдена), она может выдерживать температуру до 600 ° C (1112 ° F) или даже выше для специализированных котельных труб.
В: как бесшовные трубы проверяются на наличие дефектов?
О: мы используем многоуровневый подход. За визуальным осмотром, мы используем ультразвуковое испытание (ут) для того чтобы увидеть внутри стальных стен и гидростатическое испытание физически для того чтобы испытать пределы давления. Вихретоковая проверка также используется для обнаружения дефектов поверхности. Все испытания задокументированы в сертификате испытаний мельницы (mtc), предоставленным вместе с отгрузкой.
Бесшовные трубыПроизводятся путем нагрева, прокалывания и прокатки для обеспечения равномерной прочности. Для проектов высокого давления выбор правильного метода производства-будь то горячекатаный для объемной эффективности или холоднотянутый для точности-имеет решающее значение. Проверка качества с партнером, таким как centerway steel, гарантирует безопасность и производительность вашего проекта.






