
 English
English Español
Español Русский язык
Русский язык

Unexpected plant shutdowns cost you money and damage your reputation. When high temperatures compromise your pipeline integrity, the hidden danger of creep failure often strikes without warning. Creep failure in boiler tubes occurs when materials slowly deform under constant stress at elevated temperatures. Even below the yield strength, long-term exposure to heat causes microstructural changes, leading to bulging, thinning, and eventual longitudinal rupture. This accounts for nearly 30% of all tube failures in the industry.
We need to look at why this happens and how you can spot the risks before they become disasters.
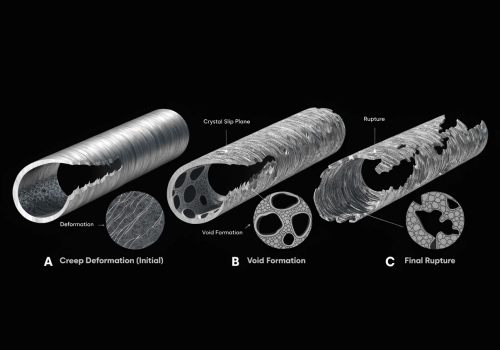
You design systems for specific limits, but operational reality often pushes those boundaries. A slight temperature rise can drastically reduce the lifespan of your steel. When a tube operates above its design temperature, the metal enters the "creep regime." Here, grain boundaries slide and cavities form. Over time, these microscopic voids link up to create cracks, ultimately causing the tube to burst under internal pressure.
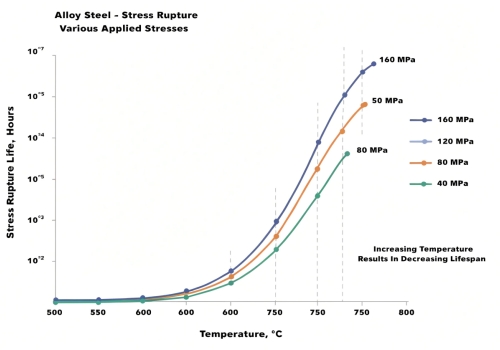
Understanding the Mechanics of Heat and Stress As someone who has worked in the pipeline industry for decades, I know that heat is the enemy of longevity. When we talk about creep failure in boiler tubes, we are talking about a function of three things: time, temperature, and stress. It is estimated that 10% of all power-plant breakdowns stem directly from this issue. In my experience dealing with EPC projects, many buyers assume that if the pressure is within limits, the pipe is safe. This is not true. If the temperature exceeds the specific limit for that steel grade (even by 20°C or 30°C), the material structure changes. The metal begins to flow very slowly, like thick honey. This is "plastic deformation." We can break down the process into stages using critical thinking. First, you have the initial extension. Then, a steady state where the tube bulges. Finally, the tertiary stage where voids form inside the metal wall. These voids connect, reducing the effective wall thickness until it can no longer hold the pressure. Here is a breakdown of how temperature excursions impact different tube types based on industry data:
| Component Type | Primary Failure Cause | Typical Result |
|---|---|---|
| Water Wall Tubes | Overheating due to scale build-up | Localized Bulging |
| Superheaters | Long-term high-temp exposure | Thick-lipped Fracture |
| Reformer Tubes | Sudden temp spikes | Longitudinal Rupture |
If you ignore these warning signs, the tube will eventually fail. The key is to understand that this is a time-dependent process. It does not happen overnight, which means we have time to prevent it through better material selection.
Looking at a broken tube is like investigating a crime scene. The shape of the crack reveals the history of the overheating event. Thick-lipped fractures suggest lower-temperature, long-term overheating. Thin-lipped, knife-edge fractures indicate a sudden, violent temperature spike. Analyzing these patterns helps engineers pinpoint exactly when and how the creep failure in boiler tubes occurred.

Analyzing Real-World Case Studies Let's look deeper into the evidence. I recall reading technical studies involving boilers and superheaters that mirror what I see in the field. The morphology, or shape, of the fracture is your best clue. In one case involving a superheater tube, the steel had been in service for seven years at a planned temperature of 375°C. However, the fracture showed a "thick-lipped" appearance. This means the fracture surface was roughly as wide as the original wall thickness. This tells us the failure was "intergranular." The tube stretched and bulged over a long period because it was running slightly too hot for too long. The ductility was low, and the material simply gave up over time. Contrast this with a different boiler tube failure where the wall thinned down significantly—from 6mm down to 2mm at the edge. This "thin-lipped" fracture usually points to a much higher temperature event, perhaps around 700°C. In this scenario, the tube did not degrade slowly; it softened rapidly and burst. Why does this matter to you as a purchasing manager? Because it dictates the grade of steel you need to buy.
· Short-term overheating: Often indicates an operational control issue, but higher tensile strength materials can provide a safety buffer. By analyzing these fractures, we can correlate the damage with "deformation-mechanism maps." This scientific approach proves that buying the correct specification upfront is cheaper than replacing a ruptured line later.
Sourcing the cheapest pipe often leads to the most expensive repairs. The chemical composition and heat treatment of your pipes are your first line of defense. Preventing creep failure in boiler tubes requires selecting the right alloy, such as 1.25Cr-0.5Mo or higher grades. Consistent wall thickness and precise heat treatment during manufacturing ensure the steel maintains its strength even during unexpected temperature fluctuations.

The Role of Material Quality and Integrated Sourcing At Centerway Steel, we have seen how variations in manufacturing quality affect performance. To stop creep failure, you cannot rely on basic carbon steel once temperatures climb. You need materials specifically designed for these environments, often containing Chromium (Cr) and Molybdenum (Mo). We focus on the "One-Stop" solution because mixing inconsistent materials from different suppliers adds risk. When we supply pipes for a project, we ensure that the heat treatment is uniform. If a tube is not heat-treated correctly after forming, it will have residual stresses. These stresses act like a head-start for creep failure. When you add operational heat, the tube fails much faster than the charts predict. Here is what you should look for in a supplier to mitigate these risks:
1. Correct Alloy Sourcing: Ensure the mill uses high-purity raw materials. Elements like Sulfur and Phosphorus must be kept low to maintain ductility.
2. Wall Thickness Precision: A tube that is slightly thinner on one side (eccentricity) will create a "hot spot" where stress concentrates. Our production capabilities ensure high precision in wall thickness.
3. Testing Rigor: We rely on ISO 9001 and third-party inspections (SGS, TUV) to verify grain size. A stable grain structure is the primary barrier against creep. You are not just buying a steel tube; you are buying time. By choosing high-quality, tested materials, you extend the window of operation before creep becomes a threat. This allows your maintenance teams to catch issues during scheduled shutdowns rather than during emergency failures.
Creep failure is a predictable result of heat, time, and stress, but it is preventable with the right materials. At Centerway Steel, we combine decades of expertise with strict quality control to provide boiler tubes that withstand these harsh conditions. As your professional one-stop partner, we ensure you get the reliable pipeline solutions you need to keep your plant running safely.






